L’impression 3D, ou fabrication additive, fait référence à toute une famille de technologies différentes, toutes servant à créer un objet en trois dimensions par addition progressive de matière. Les pièces ne sont donc pas réalisées d’un seul tenant, comme en moulage, ou par suppression de matière sur un bloc initial, comme en usinage. Les différents types d’impression 3D ont certaines caractéristiques en commun : elles sont lentes et généralement à petite échelle, mais flexibles et très simples à mettre en place. Le résultat est que, par-rapport aux autres méthodes de fabrication, elles permettent toutes un coût de mise en place très faible voire nul, mais avec un coût par pièce supérieur.
L’impression 3D de type FDM
L’impression 3D FDM, dite « par dépose de couches », est la méthode la plus simple et commune d’imprimer des objets en 3D. Peu précise par-rapport à d’autres méthodes et moyennement rapide, elle a l’avantage d’être de loin la plus abordable, et de créer des pièces d’une assez bonne solidité. Mais son principal avantage parmi les méthodes d’impression 3D reste la diversité immense des matières plastiques disponibles : répartis en une dizaine de grandes familles, ces plastiques peuvent varier en rigidité, flexibilité, couleur, texture, comportement thermique… ainsi, une même machine peut créer des pièces adaptées à toutes sortes d’utilisations.
Anatomie d'une imprimante 3D FDM
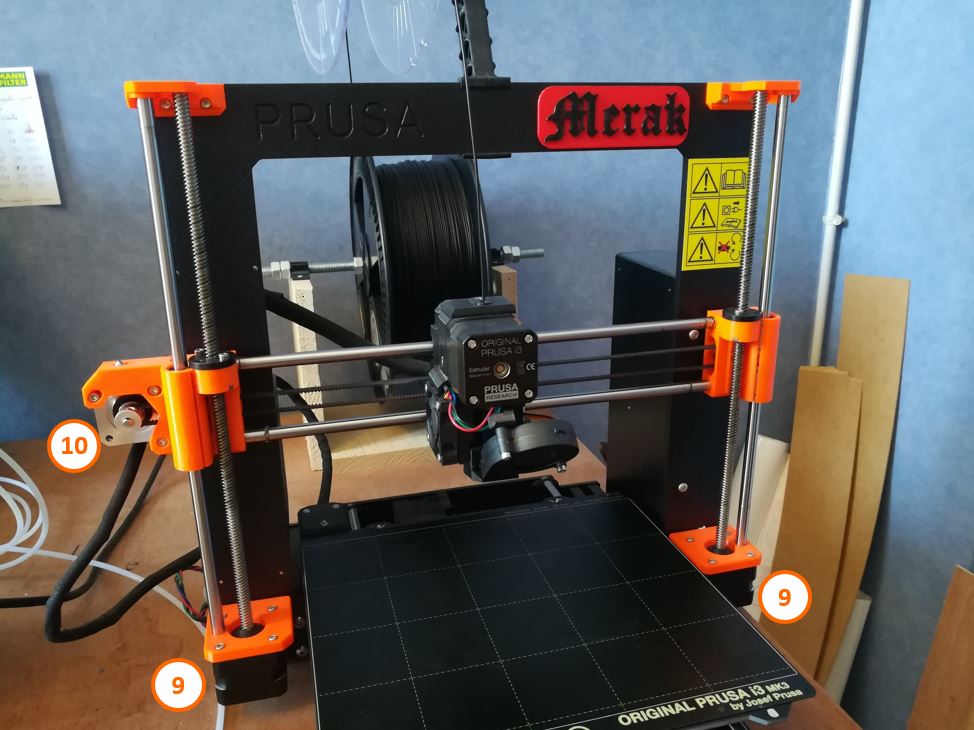
Les imprimantes du modèle Prusa i3 MK3 montrées ici sont un exemple typique de FDM, abordables mais très efficaces.
La tête d'impression
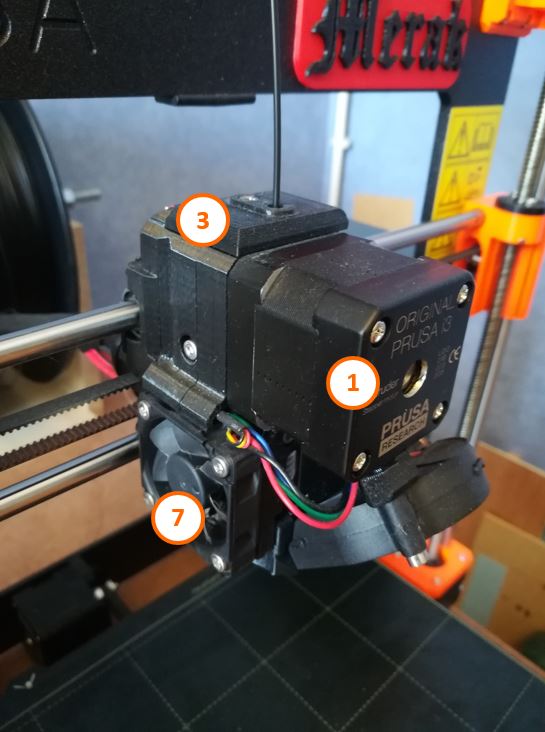
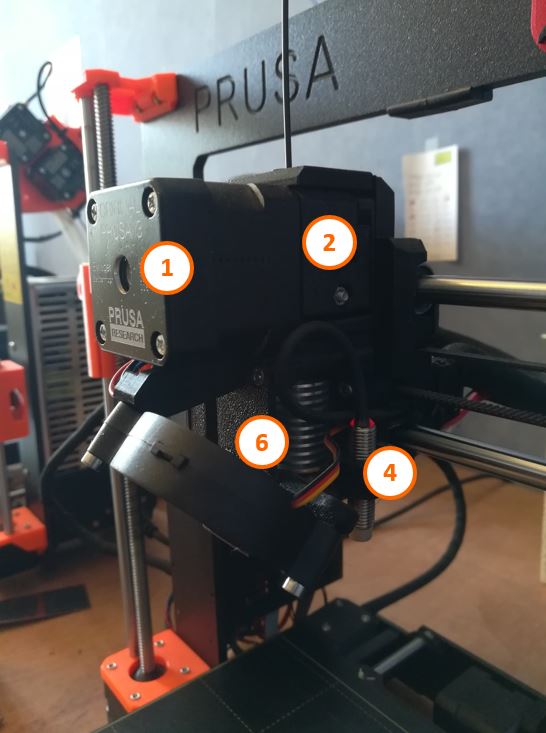
La tête d’impression est le cœur d’une imprimante 3D, et est composée de plusieurs sous-systèmes. Sa fonction est de faire fondre le filament d’une manière contrôlée : ceci nécessite tout d’abord de le tirer dans la tête, ce qui est accompli par le moteur d’extrusion (1), qui fait tourner une paire de molettes dentées serrant le filament (2). Le capteur de filament (3) détecte la présence ou absence de celui-ci, ce qui permet d’interrompre une impression en cas de fin de bobine sans perdre la pièce en cours, tandis que la sonde de lit (4) détecte la proximité du plateau d’impression.
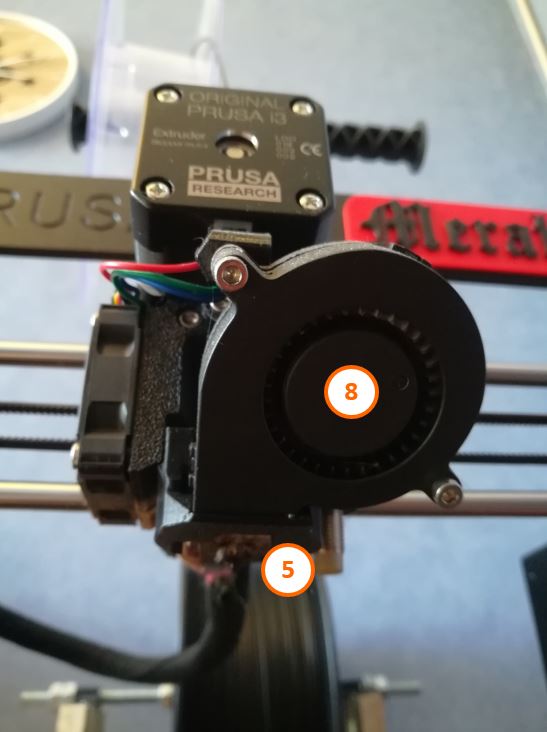
Le filament est ainsi poussé dans le bloc de chauffe (5), où il est porté à une température variant entre 200°C et 300°C, le liquéfiant progressivement. Afin de ne pas faire fondre une trop grande longueur de filament ou endommager la tête, le bloc de chauffe est surmonté par un bloc de refroidissement (6), composé d’ailettes métalliques sur lesquelles souffle le ventilateur d’extrudeur (7).
Enfin, selon le type de filament et les conditions d’impression, il est souvent utile voire nécessaire de refroidir la matière immédiatement à sa sortie de la buse d’impression. Ceci est accompli par le ventilateur de filament (8).
La structure
Ce portique, forgé d’un bloc d’acier, porte les axes X et Z : ceux-ci sont activés par une série de moteurs. L’axe Z est animé par deux moteurs (9), ce qui permet à la machine de régler son propre parallélisme, et sert à faire monter et descendre la tête à chaque passage de couche. L’axe X, porté par l’axe Z, sert à déplacer la tête d’impression horizontalement, de gauche à droite, via son moteur (10)
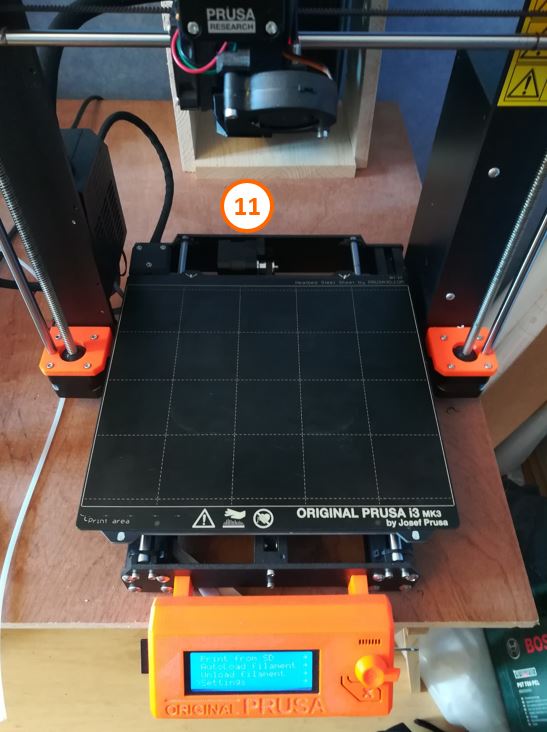
Cette plaque aimantée est la base sur laquelle l’impression est réalisée. Elle est chauffée entre 60°C et 110°C, ce qui augmente l’adhérence de la pièce pendant l’impression. Un moteur (11) la déplace le long de l’axe Y, d’avant en arrière.
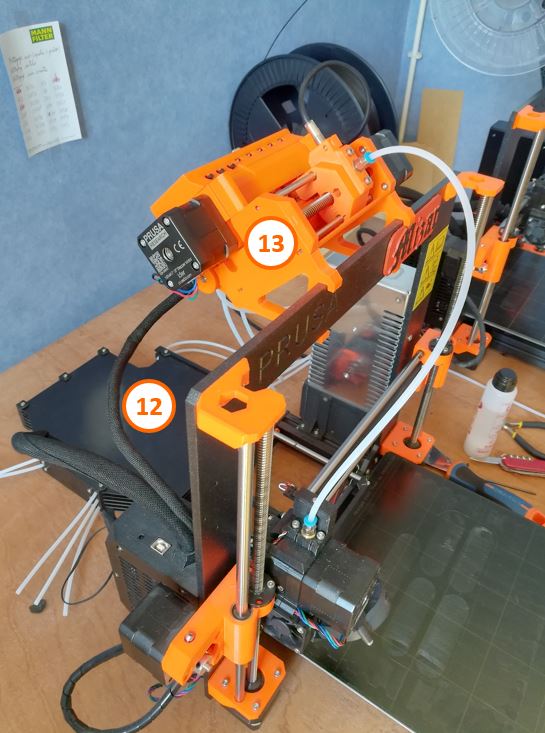
Le MMU
Le module multi-matières est un ajout permettant d’imprimer avec plusieurs filaments au cours d’une impression. Là où il faudrait normalement mettre l’impression en pause le temps de tirer un filament et d’en charger un autre, ce bloc permet de charger jusqu’à cinq filaments en début d’impression, puis de programmer leurs changements.
Les filaments passent d’abord par un stock tampon (12), qui permet d’éviter l’apparition de nœuds. Ils sont ensuite tirés par un tambour sélecteur (13), alors qu’un chariot en translation s’aligne pour les guider vers la tête d’impression. Quand vient temps de changer un filament, celui-ci est rétracté jusqu’au tambour, tandis qu’un autre est chargé automatiquement.
Anatomie d'une impression 3D
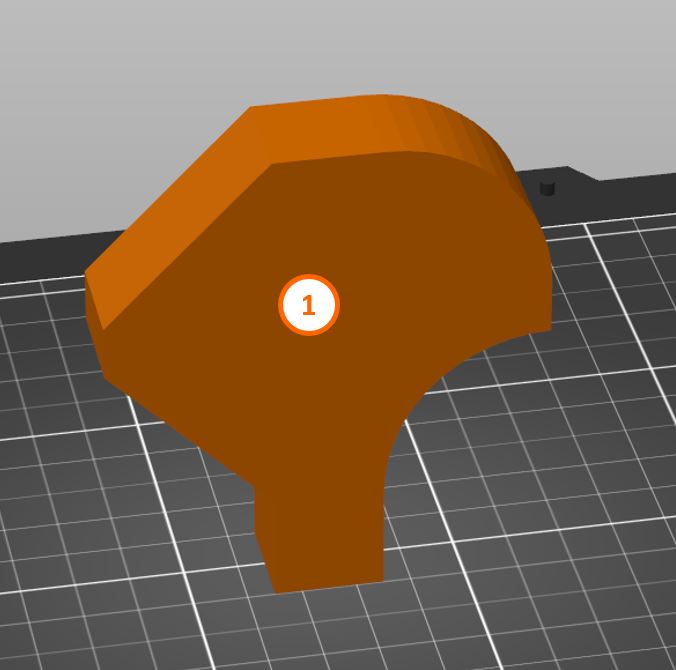
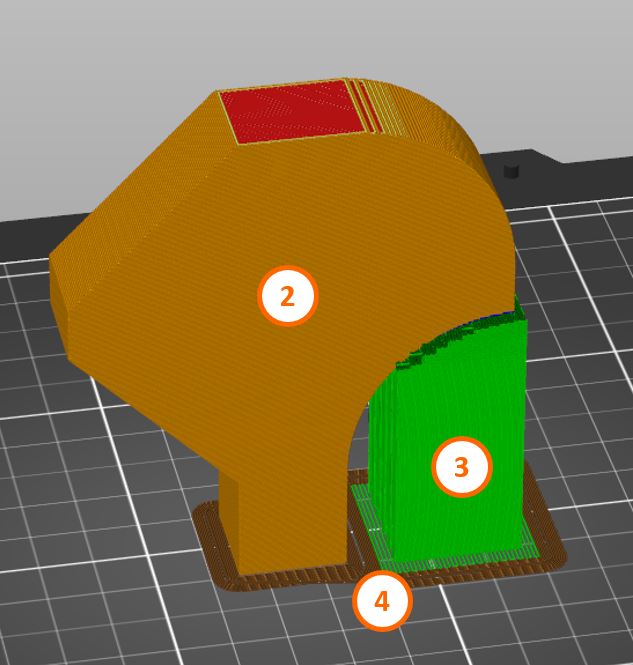
Partant d’un fichier 3D fourni (1), le logiciel de découpe, aussi appelé « slicer », créé une série de commandes correspondant à des lignes à couler en plastique par l’imprimante (2).
Mais il ne s’agit pas seulement de découper l’objet : il faut aussi faire un certain nombre d’ajouts pour faciliter l’impression. Ici, on voit en (3) que, la pente de débord étant trop forte, le logiciel a ajouté un support imprimable, sur lequel repose la pièce. Par contraste, la pente de l’autre côté étant plus faible, ceci n’y est pas nécessaire.
Dans certains cas, il peut être nécessaire de renforcer l’adhérence au lit d’impression : on ajoute alors une bordure (4), qui augmente la surface de contact.
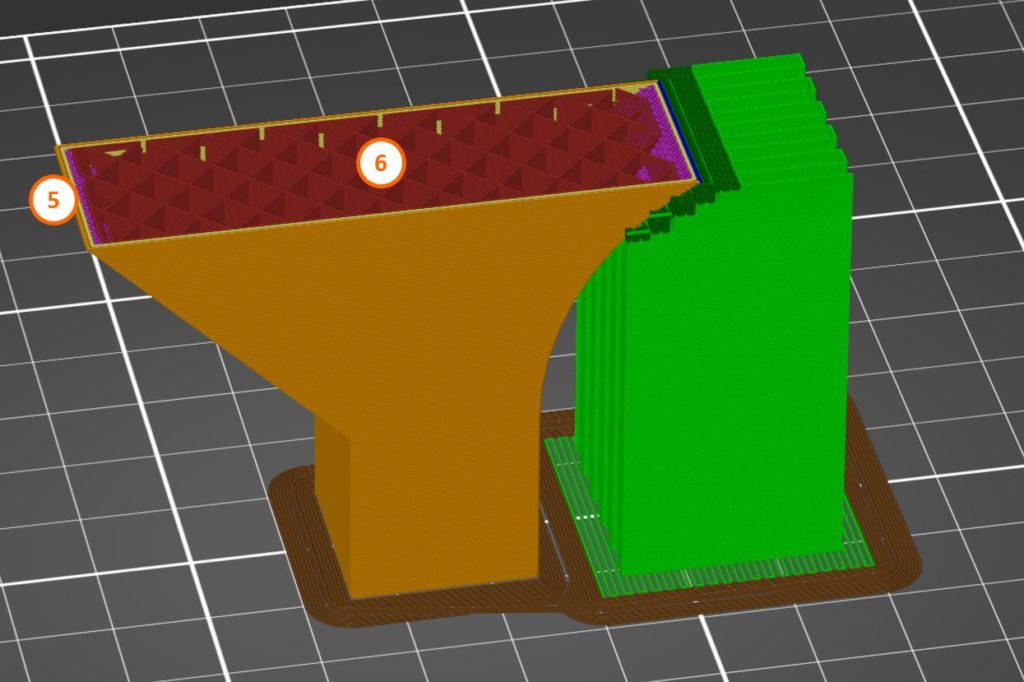
La pièce elle-même est composées de parois (5) et de remplissage (6). Le nombre de parois et la densité du remplissage ont un impact majeur sur la solidité de la pièce, une pièce plus dense étant plus solide mais plus longue à imprimer.
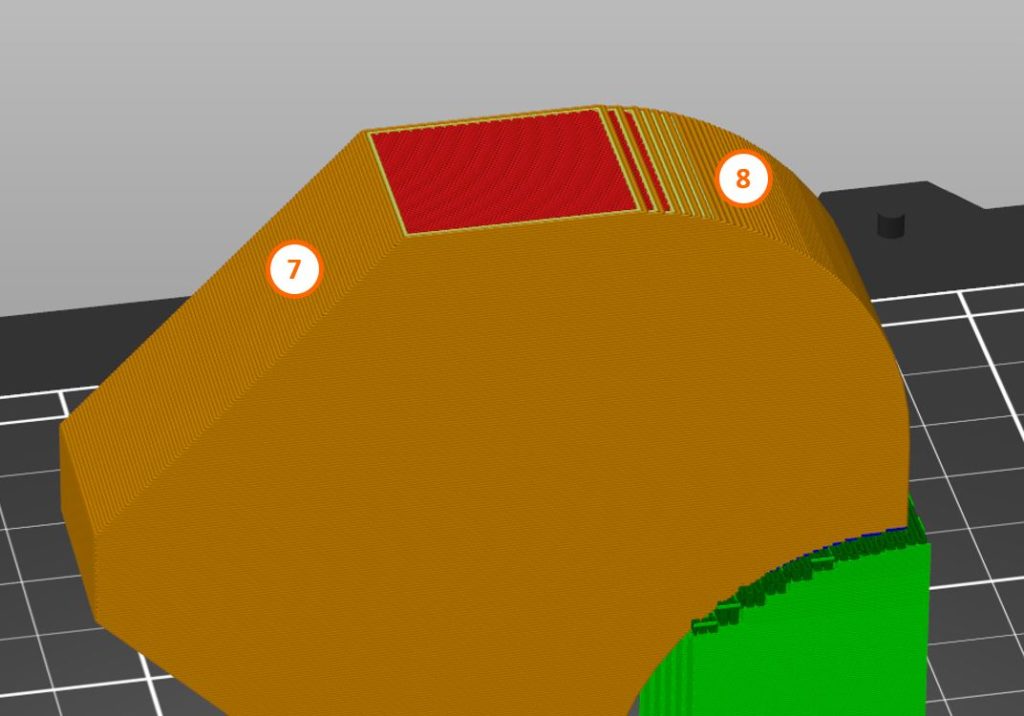
Enfin, on remarque que la qualité de surface finale dépend en grande partie des formes de la pièce : les parois à angles constants (7) rendent généralement mieux que les rebords arrondis (8).
Les limites de l'impression 3D FDM
La limitation la plus évidente de l’impression 3D est la taille des pièces imprimables : dans le cas de mes imprimantes, celle-ci ne peut dépasser 200 X 250 X 208mm. Toutefois, il est possible de créer des ensembles plus grands en plusieurs pièces, ensuite assemblées à la colle époxy.
Ensuite, la FDM n’est pas très précise : la précision maximale est généralement à 0.2mm près. Ceci peut sembler peu, mais pose un vrai problème pour les mécanismes dépendants de plusieurs pièces, pour lesquels des précisions exigées de l’ordre de 0.01mm ne sont pas rares.
La nature de l’impression par dépose de couches signifie que la pièce est toujours plus fragile dans une direction donnée. En effet, dans le plan des couches, celles-ci sont composées de longs traits continus s’entrecroisant. Cette structure imbriquée les rend très solides dans ces directions : mais les couches peuvent plus facilement être décollées les unes des autres en les tirants perpendiculairement au plan. La pièce est donc plus fragile dans la direction « de haut en bas » de l’impression.
Enfin, il est généralement nécessaire d’avoir au moins une surface plane sur la pièce, qui pourra adhérer au plateau d’impression, et d’éviter les débords avec angles trop forts et les parois trop fines, entre autres : toute une gamme de précautions qu’il faut maîtriser pour concevoir des pièces optimisées pour l’impression 3D !